

在五金小件加工生产中,工序间防锈是衔接冲压、装配的关键环节,尤其是65mn锰钢这类薄款冲压件,防锈处理的好坏不仅影响仓储流转,更直接关系到后续铆接、钎焊、激光焊接的工艺良率。但不少车间仍在采用汽油 + 防锈油混合浸泡的传统工艺,看似操作简单,实则暗藏安全隐患、效率瓶颈和工艺衔接问题。

近期我们对接了五金小件加工企业的防锈油替代需求,针对65mn锰钢 1mm 冲压小件的工序间防锈痛点,敲定了专业的防锈油替代方案,既解决了汽油工艺的各类弊端,又能完全匹配生产节拍和装配要求,今天就把这套工艺优化思路和解决方案分享给各位五金加工同行,干货满满,建议收藏!


一、车间老工艺的 “三大硬伤”,个个都是生产痛点
本次对接的工件为65mn锰钢冲压小件,厚度约 1mm,属于轻薄型五金件,前序完整加工流程为:带钢冲压→回火发蓝→涂油防锈,后续需直接进行铆接、钎焊、激光焊接装配,厂内每日均需处理 1 批及以上该类工件,操作频次高。
车间此前采用的是汽油与防锈油按 1:2/1:3 比例混合的涂油工艺,完整操作步骤为:配油搅拌→工件浸泡≥10 分钟→3000rpm 离心甩油→通风干燥 15 分钟→检查包装,这套工艺在实际生产中暴露出三个无法忽视的硬伤,也是很多五金加工车间的共性问题:

· 安全风险高,属于车间 “隐形炸弹”
汽油是高挥发性、易燃危险品,而车间每日重复配油、浸泡、甩油操作,汽油挥发物在车间内累积,哪怕是微小的明火都可能引发燃爆,给车间安全生产带来极大隐患。
· 生产效率低,拖慢整体节拍
汽油的自然挥发速度有限,即便经过离心甩油,仍需静置通风 15 分钟,这个干燥环节无法压缩,对于高节拍的五金小件生产线来说,相当于凭空增加了等待时间,批次越多,效率影响越明显。
· 工艺衔接差,直接导致钎焊、激光焊接 / 铆接不良
这是最让车间技术人员头疼的问题:即便完成甩油和干燥,65mn锰钢小件表面仍会残留轻微油膜,而油膜是钎焊、激光焊接、铆接的 “天敌”—— 不仅会导致钎焊、激光焊接虚焊、铆接贴合不紧密,还是这类工序不良的隐形诱因,后续返工反而增加生产成本。
二、找对方向才高效!65mn锰钢小件的防锈核心需求


想要做好防锈工艺优化,首先要明确工件的实际防锈需求,避免盲目选品,这款65mn锰钢冲压小件的防锈需求其实是五金工序间防锈的典型代表,核心就四点,精准匹配才不会走弯路:
1. 防锈周期短:仅为厂内工序间临时防锈,非出口长途仓储,防锈时长满足 1 天的内部流转即可;
2. 表面要求严苛:处理后工件需直接钎焊、激光焊接 / 铆接,表面无明显油渍、近乎无油膜是硬性要求,且最好免额外擦拭,简化工人操作;
3. 包装流转简单:仅需装入防锈袋密封即可,无特殊仓储和运输要求,适配车间现有包装方式;
4. 适配生产节拍:每日多批次、大处理量,替代工艺需操作简单、干燥速度快,能无缝衔接现有生产线,不增加额外工序。
三、两款专业防锈油替代方案!优先了解这款 “零油膜”
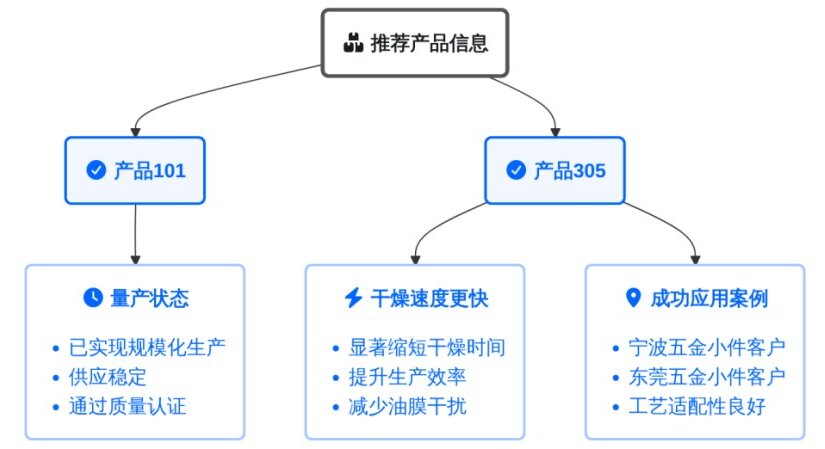


针对上述需求,我们为企业介绍了两款已量产、供应稳定、通过质量认证的专业工序间防锈油(101 型、305 型),两款产品均适配五金小件防锈,且在宁波、东莞等五金加工产业带已有大量同类65mn锰钢 / 冲压小件的成功应用案例,彻底摒弃汽油,从根源解决老工艺的痛点。
先来看两款产品的共性核心优势:
✅ 无汽油添加,从源头消除燃爆风险,提升车间本质安全;
✅ 干燥速度远优于汽油混合油,大幅缩短干燥等待时间,无懈可击匹配生产线节拍;
✅ 油膜残留量显著降低,满足钎焊、激光焊接 / 铆接的表面无油要求,保障装配良率;
✅ 使用流程简单,浸泡后无需额外擦拭,工人易操作,不增加生产负担;
✅ 短期防锈性能稳定,完全满足厂内 1 天的工序间流转需求。
而两款产品的差异化特点,能适配不同的工艺要求,企业可根据自身需求选择:
· 101 型防锈油:通用型高性价比之选
属于通用型工序间防锈油,兼容性强,适配各类五金小件的基础防锈需求,油膜残留量能满足常规装配要求,适合对表面油膜要求相对宽松、追求高性价比的车间。
· 305 型防锈油:高精度装配 “专属款”【优先安利】
专为钎焊、激光焊接、铆接等高精度装配场景设计,是本次65mn锰钢小件的优选方案!核心优势是干燥速度比 101 型更快,工件表面近乎零油膜残留,匹配钎焊、激光焊接 / 铆接的严苛表面要求,且工艺适配性更强,是目前五金轻薄件高精度装配前防锈的上乘选择之一。
四、工艺升级的三大核心价值,不止是 “换一款防锈油”
很多企业觉得防锈工艺优化只是 “换个产品”,但实际上,这次从汽油混合油到专业防锈油的替换,是对车间安全、效率、品质的系统性升级,带来的价值体现在生产全流程:
1. 安全生产升级:消除汽油燃爆风险
告别汽油后,车间不再有高挥发性易燃物累积,从工艺层面杜绝了一类安全事故,让工人操作更安心,车间安全管理更轻松。
2. 生产效率升级:匹配高节拍,减少无效等待
专业防锈油的快速干燥特性,省去了 15 分钟的通风静置时间,批次处理效率大幅提升,尤其适合每日多批次生产的五金小件车间。
3. 产品品质升级:从根源解决钎焊、激光焊接 / 铆接不良
零油膜 / 低油膜的表面处理效果,完全解决了油膜导致的装配不良问题,钎焊、激光焊接、铆接良率显著提升,减少后续返工成本,提升整体产品品质。
五、落地三步走!轻松完成工艺替换
本次防锈工艺优化的落地流程简单清晰,无需对车间现有设备、产线做大幅改造,仅需三步即可完成替换,企业可直接参考:
第一步:供应商对接,获取样品 + 技术资料
已通过官网对接专业防锈油供应商,对接人为柯经理,后续将通过微信完成产品详细技术资料发送,并寄送 101 型、305 型防锈油样品至车间。
第二步:样品实测,精准匹配工艺
车间对两款样品进行实测试验,重点检测干燥速度、表面油膜残留、防锈效果三大核心指标,同时核算产品使用成本,用实测结果敲定最终替代产品(优先验证 305 型)。
第三步:全面替换,落地新工艺
样品测试达标后,直接用选定的专业防锈油替换汽油混合油,沿用车间现有浸泡、甩油设备,无需额外新增设备,工人快速上手,无缝衔接生产。
写在最后
五金小件的加工生产,胜在 “精” 和 “快”,而工序间的每一个细节工艺,都是决定效率和品质的关键。传统的汽油混合防锈油工艺,早已无法适配现代五金加工的安全、高效、高品质要求,而精准匹配工件特性的专业防锈产品 + 简化的操作流程,才是工艺优化的核心思路。
本次65mn锰钢冲压小件的防锈工艺升级,不仅为合作企业解决了实际生产痛点,也为广大五金加工同行提供了一套可复制的工序间防锈优化方案 —— 告别老旧工艺,选对专业产品,才能让生产更安全、更高效、更省心!
如果你的车间也面临五金件防锈的各类问题,欢迎一起交流探讨,定制专属的防锈工艺解决方案~
Copyright ©天津维赛科技发展有限公司 版权所有 津ICP备18009178号-1
全国服务电话:400-168-3278 传真:022-59526559技术咨询:13902017015(微信同号)网站地图
 在线客服
在线客服
